皮带打滑的一个显著特征是皮带松弛,皮带与主动辊和被动辊间的速度不-致,所以检测皮带打滑的有效方式是监测被动辊的转速,通过皮带保护装置判断皮带是否存在打滑故障。然而,由于皮带机较分散,对速度检测装置进行大规模的集中控制显得得不偿失且不易维护,因此利用PLC在现场进行集中控制,实现速度异常自动报警,报警自动恢复。
山东新云鹏KTC181皮带集中控制系统主要由1个接近开关和1个声光报警器(选装)组成,PLC选用西门子S7-200CN系列。在机尾或从动轮一侧安装接近开关,在从动轮边缘焊接1块或多块金属挡片。当皮带机运行时,金属挡片跟随从动轮旋转,与接近开关作用产生脉冲信号。由于此脉冲信号与皮带运动速度匹配,因此通过检测这个脉冲信号就可以得出皮带运行速度:同时将此脉冲信号接入PLC,利用PLC内部的时钟来测量脉冲信号的频率,测量结果与PLC内设报警值进行比对,若测量值达到报警值,则报警。
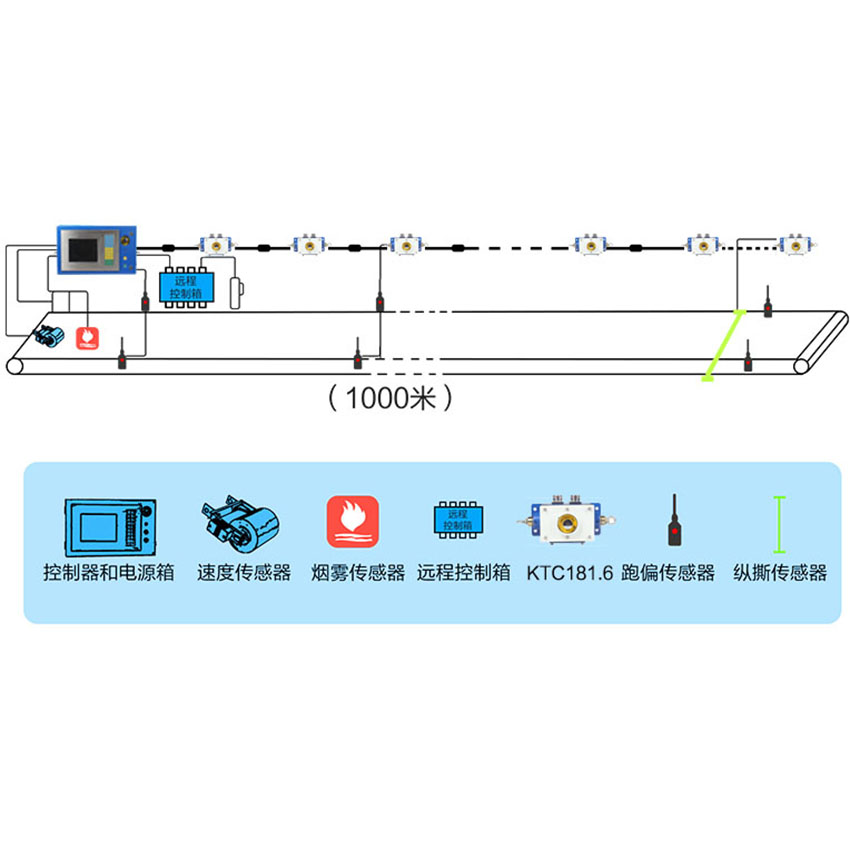
KTC181皮带集中控制系统以PIC为核心,实现打滑自动报警,报警自动恢复。控制系统采用独立的24V电源供电;所有输入信号经光电耦合器进人PLC,可防止接触不良以及故障时高压窜入损坏控制系统,控制系统输出采用继电器,可有效避免外围电路对皮带打滑检测保护装置的影响。
KTC181皮带集中控制系统特点
(1)采用成套装备,实现了各子系统之间的无缝连接,增强了系统的可靠性。
(2)建设工作面监控中心。通过将综采工作面的采煤机、支架电液控制系统、工作面运输机控制系统、泵站控制系统及供电系统有机结合起来,实现高度集中自动化控制。
(3)对支架与采煤机的远程控制,延时均控制在250ms以内,大大提高系统的实用性。
(4)系统高度集成。将工作面数据、控制、通讯、视频等集成为体,用一条主干线横穿工作面,大大简化工作面布置和投入。
KTC181皮带保护装置以PIC为核心,在现场进行集中控制,充分发挥了PLC可靠性高,驱动能力强,线路连接简单的优势,并且通过多种措施加强了抗干扰性,使整个控制系统运行稳定,可靠性高,完全满足工艺的要求。